製作模様の続きです。

バルブシートカットすり合わせが終わった、
IN側のバルブ。
バルブフェースの当たり面は先日紹介した
ヘッド側に比べ広く感じられますが、
すり合わせをしているうちに、当たり面の
位置が外側にずれてくるためと、
コンパウンドが当たり面よりはみ出て、
すり合わせが行われるためです。
解りにくい説明ですね。
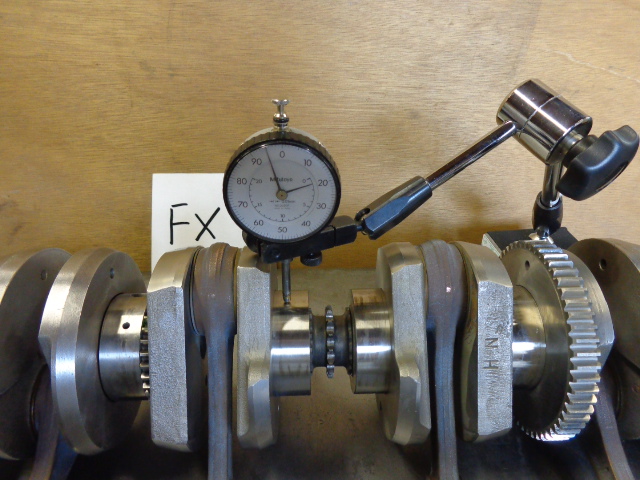
洗ったクランクシャフトの振れをチェック中。
今回はストロークアップしますので、66mm
MK2用クランクシャフトを使います。
当社では芯だしピン溶接前の状態で、1回転
まわして0.06mmまでOKとしています。
曲がり具合は2分の1の数値となるので0.03mm
となります。
これは組み立てクランクの数値としては優秀だと
思います。
当時ぐらいの組み立てクランクで、他メーカーの
ものは今まで私が知っている範囲内では、
もっと大きく曲がっているものが多いです。
当社基準値をこえれば自分で修整します。
写真にはありませんが、コンロッド小端4本に
丸棒を端から端まで通し圧入部分のずれは
チェック済みです。

芯だしピン溶接まで終わったクランクシャフト。
クランクシャフトとコンロッドのベアリングは、
程度、予算により交換しています。
お客様に名前は出してもよいと許可をいただいて
いますが、念のためブログ紹介の分は名前を
消しています。
クランク、コンロッドのベアリング交換は、
プラス15万円ほど金額が高くなってしまうので
毎回行わず、その時々でよく考えて必要な場合と、
お客様と話していてしておいたほうが良いと判断
した場合に行っています。

修整の面研が終わったシリンダーヘッド。
後で面研により角ができた部分は良くないので
削って丸めます。
当社では圧縮比アップ目的の面研を行うことは
とても少なく、ヘッドのひずみをとる目的の
修整面研を行うことが多いです。
理由としては、ピストン側で必要な圧縮比まで
到達できてしまうので、それ以上は必要ないためです。
削りすぎたものは元に戻せません。最悪です。
特にオーバーホールなどでボアアップする場合は、
ボアが広がることや熱量が増えることなど、
いろいろノッキングしやすくなりますので
注意が必要です。
他のところで深い思慮もなく必要以上に面研され
高くされた圧縮比のため、エンジンが壊れたり、
ノッキングしながら走れてはいても、内部が
大きく痛んでいたものを扱ったことがあります。
何度かそのようなものに遭遇しましたが、
その場合はヘッド、ピストン共に交換しました。

負圧ホース取り付けのため、ヘッドの2番
(点火プラグで言うと)のポート部に穴をあけ
ネジを切ったところ。
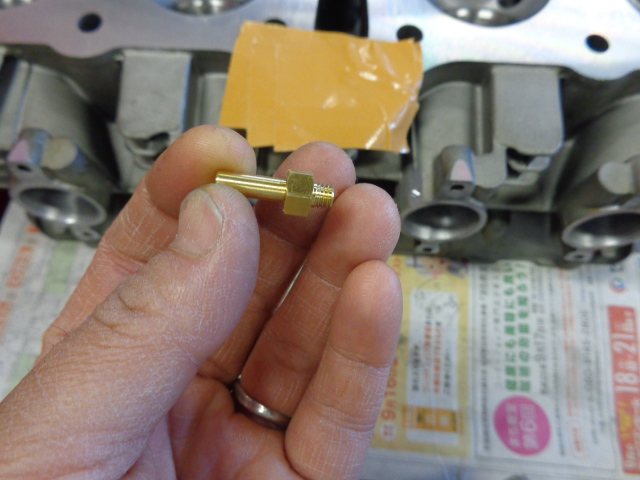
これは負圧ホース取り付けのための部品。
ポート内にはみ出ることがあれば、
あらかじめネジ部を短くしておきます。

負圧の取り出しを付けたところ。
以前は取り付け部分からの空気の吸い込みを
防ぐため、アルミのワッシャタイプのガスケットを
間に入れていましたが、空気を吸わないように
するためほんの少しですが強めに締める必要が
あるので、今はやめてKE45Wの液体パッキン
を少量塗って組んでいます。
慣れないお客様が脱着した際に、締めすぎよる
欠損の心配が小さくなるので。
FX750製作模様5
 日記
日記
コメント